| 事例名称 |
摺動面の加工痕によりオイルシールからオイルが滲み始めた |
| 代表図 |
|
| 事例概要 |
装置の運転を開始したところ、オイルシールからオイルが滲み始めた。停止中は問題がなかった。軸のオイルシール摺動面には研削加工による微細な加工痕があり、軸の回転に伴って微細なスパイラル溝に沿ってオイルが滲み出した。暫定対策として、研削機械加工の送り方向を逆にして、吸い込む方向に加工痕を形成し、オイルの滲みを止めた。恒久対策として、シール摺動面の加工を、方向性を持つ加工痕を残さないプランジ加工に変更した。 |
| 事象 |
装置の運転を開始すると、オイルシールからオイルが滲み始め、長時間後にはオイルが滴下するほどにたまった。運転停止中は、オイルの滲みはなかった。 |
| 経過 |
装置の運転を始めるとオイルが滲み始め、長時間後にはオイルが滴下するほどにたまった。停止中はオイルの滲みはなかった。オイルシールの選定にも問題なく、シール摺動面の寸法精度も問題がなかった。そこで新品のシールに交換したが、状況は同様であった。シール摺動面を詳細にチェックしてみると、目視ではわからない程度の微細なスパイラル状の加工痕が認められた。 |
| 原因 |
軸のオイルシール摺動面には研削加工による微細な加工痕があり、軸の回転に伴って微細なスパイラル溝に沿ってオイルが滲み出した。 |
| 対処 |
研削機械加工の送り方向を逆にして、吸い込む方向に加工痕を形成し、オイルの滲みを止めた。 |
| 対策 |
シール摺動面の加工を、方向性を持つ加工痕を残さないプランジ加工に変更した。 |
| 知識化 |
本事例は、研削加工痕のスパイラル溝がねじポンプのように働いた例である。回転が一方向のみであれば、機械加工の送りを逆にして、オイルを吸い込むように働かせることができる。しかし回転が両方向の場合は、コロを押し込んでパニシングするプランジ加工などで、方向性を持つ加工痕を残さない。 |
| 背景 |
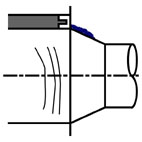
図3のように、細い糸を摺動面に接触せせて軸を回転すると、糸が軸方向に引っ張られ、容易に加工痕の方向性を知ることができる。 |
| シナリオ |
| 主シナリオ
|
無知、知識不足、不注意、理解不足、生産組織の理解不足、不良現象、機械現象、製造工程、切削加工、切削痕、材料的要因、物質名リスト、機械油、漏洩
|
|
| 情報源 |
創造設計エンジンDB
|
| マルチメディアファイル |
図2.加工痕が残らないプランジ研削
|
|
図3.糸を用いて機械加工痕の方向性をチェックする
|
| 分野 |
機械
|
| データ作成者 |
張田吉昭 (有限会社フローネット)
中尾政之 (東京大学工学部附属総合試験所総合研究プロジェクト・連携工学プロジェクト)
|