| 事例名称 |
熱油と冷油の合流点(ティー部)破損による軽質油漏洩 |
| 代表図 |
|
| 事例発生日付 |
1976年08月 |
| 事例発生地 |
神奈川県 |
| 機器 |
灯軽油水添脱硫装置 |
| 事例概要 |
灯軽油水添脱硫装置内を巡回していた従業員が保温された配管からもやもやした蒸気が発生しているのを見つけ保温材をはがしてみたところ,熱油と冷油が合流するティー管に約1mmの穴があき,霧状の油が噴出しているのを発見した. |
| 事象 |
(1)フォールトツリー解析の結果
○ 図2 破壊形態,破壊のメカニズムとプロセスに着目したフォールトツリー図
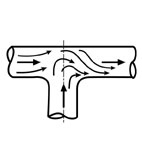
熱油と冷油の合流点(ティー部)で気相部に約1%の硫化水素を含んでいた上,渦を巻いた流れとなったためエロージョン/コロージョン(E/C)が促進された.
○ 図3 機器の設計と製作における不適切に着目したフォールトツリー図
熱油と冷油の合流部にティー管を採用したため,合流点において渦が発生し,エロージョンを促進させることになった.
○ 図4 機器の負荷履歴,環境と材料に着目したフォールトツリー図
気相部に1%の硫化水素などの腐食成分を含んでおり,また,熱油と冷油の合流点で,局所的に渦流となったためE/Cを引き起こした.
(2)イベントツリー解析の結果
○ 図5 ティー管のエロージョン/コロージョン損傷のイベントツリー図
熱油と冷油を混合させるときにティー管を用いていたため合流点で渦を生じた.また硫化水素の存在によりE/Cに至った. |
| 原因 |
(1)熱油と冷油の合流部にティー管を用いたこと |
| 対処 |
直ちに当該装置の運転を停止し,ストリップ塔系への縁切りを行い系内へのパージ作業を行った. |
| 対策 |
(1) 配管口径を80Aから100Aに変更
(2)ティー管をエルボに変更し,冷油口をエルボに差し替えた |
| 知識化 |
合流点の流体の挙動を考慮して設計を行わなければならない.「流動解析」 |
| シナリオ |
| 主シナリオ
|
無知、知識不足、過去情報不足、計画・設計、計画不良、設計不良、配管のティー管、不良現象、熱流体現象、流体現象、渦流、破損、減肉、エロージョン・コロージョン、肉厚貫通、漏洩
|
|
| 情報源 |
高圧ガス保安協会
|
| 死者数 |
0 |
| 負傷者数 |
0 |
| マルチメディアファイル |
図1.合流点のフローパターン
|
|
図2.破壊形態、破壊のメカニズムとプロセスに着目したフォールトツリー図
|
|
図3.機器の設計と製作における不適切に着目したフォールトツリー図
|
|
図4.機器の負荷履歴、環境と材料に着目したフォールトツリー図
|
|
図5.ティー管のエロージョン/コロージョン損傷のイベントツリー図
|
|
図6.破裂したティー管の磨耗状況
|
|
図7.灯軽油水添脱硫装置のフロー図
|
|
図8.事故後に改造した方法
|
| 分野 |
材料
|
| データ作成者 |
小林 英男 (東京工業大学)
|