| 事例名称 |
スポット溶接部が、片方の板厚アップで強度が低下した |
| 代表図 |
|
| 事例概要 |
スポット溶接部を強化するため、片方の板を厚くしたが、かえって強度が低下してしまった。図2のように、スポット溶接のナゲット(点溶接部)が、予測した重ねた板の接触面でなく、重ねた板厚のほぼ中央にできてしまった。そのため、接合面積が小さくなったためである。対策として、両方の板厚を厚くした。 |
| 事象 |
スポット溶接部を強化するため、片方の板を厚くしたが、かえって強度が低下してしまった。 |
| 経過 |
スポット溶接部を強化するため、片方の板を厚くしたが、実際には強度がアップしなかった。スポット溶接断面を見てみると、図2下のように、ナゲット部の接合面積が小さくなっていた。 |
| 原因 |
スポット溶接のナゲット(点溶接部)が、予測した重ねた板の接触面でなく、重ねた板厚のほぼ中央にできてしまった。 |
| 対策 |
電極チップの先端形状を両電極間で非対称とし、板間境界面に最高温度点がくるようにした。 |
| 知識化 |
熱伝導から、熱抵抗が大きい接触面にナゲットが生じると考えたが、実際は、加圧して一体化したものに電流が流れると考えて、発熱密度からナゲットの位置を予測すべきである。したがって、図2のように、片方の板厚だけを増しても、ナゲットは中央に生じてしまい、接触面では中央からずれて接合面積は小さくなってしまい、かえって強度が低下する。ナゲット形成開始位置は、板中の電流分布と電極への冷却特性によって変化する。 |
| 背景 |
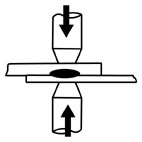
スポット溶接は、点溶接ともいわれる。図3のように、重ね合わせた母材を両側から棒状の電極ではさみ、通電と加圧の操作を組み合わせて、母材接触面に溶融凝固した部分(ナゲットと呼ばれる)を作って接合する溶接方法である。 |
| シナリオ |
| 主シナリオ
|
無知、知識不足、過去情報不足、鋼板、製作、ハード製作、製造工程、溶接、スポット溶接、不良現象、機械現象、継手、溶接部位、溶込み不良
|
|
| 情報源 |
創造設計エンジンDB
|
| マルチメディアファイル |
図2.片方を厚くした時のナゲットの形成
|
|
図3.スポット溶接の概要
|
| 分野 |
機械
|
| データ作成者 |
張田吉昭 (有限会社フローネット)
中尾政之 (東京大学工学部附属総合試験所総合研究プロジェクト・連携工学プロジェクト)
|