| 事例名称 |
アルミ造管機で溶接部に水分がかかり溶接不良が発生した |
| 代表図 |
|
| 事例発生場所 |
生産ライン |
| 事例概要 |
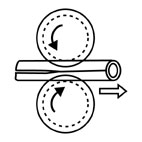
図2のような、アルミ管造管機(アルミ板を丸めて溶接し管にする機械)で、アルミ管のシーム溶接部が左右に振れる不具合が多発した。溶接熱でアルミが膨張し、ロールの締付け力が変化したためである。そこで、ロールを水冷にしたところ、振れの不具合は解消したが、溶接不良が発生した。こんどは水分が水蒸気となって溶接部にかかったことが原因であった。対策として、図3のように、水冷しながら発生する水蒸気をエアで飛ばし吸引することで、水蒸気が溶接部に届かないようにした。 |
| 事象 |
アルミ造管機で溶接不良が発生した。 |
| 経過 |
図2のような、アルミ管造管機(アルミ板を丸めて溶接し管にする機械)で、アルミ管のシーム溶接部が左右に振れる不具合が多発した。溶接熱でアルミが膨張し、ロールの締付け力が変化したためである。そこで、ロールを水冷にしたところ、振れの不具合は解消したが、今度は溶接不良が発生した。 |
| 原因 |
アルミ管溶接部の振れの原因は、溶接熱でアルミが膨張し、ロールの締付け力が変化したためである。ロールを水冷に変えた後の溶接不良の原因は、水分が水蒸気となって溶接部にかかったためである。 |
| 対策 |
アルミ溶接部の振れに対しては、ロールを水冷に変更した。溶接不良に対しては、発生する水蒸気をエアで飛ばし吸引することで、水蒸気が溶接部に届かないようにした。 |
| 知識化 |
作業の環境条件によって、加工物の品質に大きく影響する。 |
| 背景 |
不具合対策は、原因への対策のみでなく、対策自体がもたらす新たな不具合要因がないか、検討することが大切である。 |
| シナリオ |
| 主シナリオ
|
調査・検討の不足、事前検討不足、予期せぬ使用環境、アルミニウム、チューブ、製作、ハード製作、製造工程、溶接、継ぎ目、不良現象、熱流体現象、熱、熱膨張、機能不全、ハード不良、精度、位置合わせ、誤判断、狭い視野、非定常行為、変更、設計変更、圧延ロール、水分、蒸気、不良現象、機械現象、溶接部位、溶込み不良
|
|
| 情報源 |
創造設計エンジンDB
|
| マルチメディアファイル |
図2.アルミ造管機(対策前)
|
|
図3.溶接不良対策
|
| 分野 |
機械
|
| データ作成者 |
張田吉昭 (有限会社フローネット)
中尾政之 (東京大学工学部附属総合試験所総合研究プロジェクト・連携工学プロジェクト)
|