| Case Name |
Burst by Hydrogen attack of Residue Hydrodesulfurization Unit Piping |
| Pictograph |
|
| Date |
March 31, 1982 |
| Place |
kashima City, Ibaraki Pref. |
| Location |
Kashima refinery of Kashima oil Co., Ltd. |
| Machinery |
Residue hydrodesulfurization unit |
| Overview |
The process fluid began to leak from the downstream piping of the safety valve of the carbon steel by-pass piping in the residue hydrodesulfurization unit, during unit operation on March 31st, 1982. As a result, the piping exploded, and a fire occurred. This process unit had been operating for 12 years prior to the explosion. This by-pass piping was located downstream of the safety valve, and it was connected to the main stainless steel piping from the reactor exit to the high-pressure separator. The main stainless steel piping was operated at a temperature of 335degree C, a total pressure of 140kgf/cm^2, and a hydrogen partial pressure 120kgf/cm^2. However, the process fluid did not flow to the piping of the safety valve downstream during normal operation, and therefore the internal temperature designed for the by-pass piping was low. A survey of the damaged parts showed that the piping had been damaged by an intense hydrogen attack. The strength of the part of the piping suffering from the hydrogen attack was decreased, and it was thought that this decrease in strength caused the piping to explode. Figure 2, Figure 3, and Figure 4 show the appearance of the crash site. Five operators died in this accident, and three people were seriously injured, and the unit suffered enormous damage. |
| Incident |
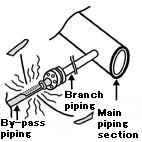
The process fluid, including high temperature high pressure hydrogen, flows to the main piping from the reactor exit to the separator. Stainless steels (20B, SUS321) were used for this main piping. Branch piping 1,300mm in length of same material (6B, SUS321) had been installed horizontally in the main piping. The damaged carbon steel by-pass piping (6B, STPT38) of the safety valve downstream was connected with the stainless steel branch piping (6B, SUS321) by a flanged connection (Refer to Figure 5). During regular operation, the fluid does not flow through the pipe. Therefore, the system had been designed based on the assumption that the temperature of the carbon steel by-pass piping would not rise.
The burst happened in the direction of the tube axis from a distance of 36mm from the flange welding line to a distance of about 1.2m.
As a result of studies including microscopic examination, it was concluded that the hydrogen attack had occurred on the inner side of the piping, and that the decarburization had occurred in the flange weld of the carbon steel piping resulting in micro intercrystalline cracks in a part of the piping about 5.5 m in length. Micro cracks extended throughout the whole area of the tube section in the vicinity of the part of the piping that had burst as shown in Figure 6, and it is thought that the first leakage had occurred through a micro crack. (Refer to Figure 7). Judging from the Nelson chart (API 941) that shows the boundary of safety from the hydrogen attack , the damaged part was presumed to have been kept at a temperature of 230degree C or more for a long time. However, although the interaction between the carbon steel branch piping and the stainless steel piping of the high temperature driving condition (335degree C and hydrogen partial pressure 120kgf/cm^2) was examined, the temperature rise mechanism of this carbon steel piping was not determined conclusively. The mechanism of the heat-pipe phenomenon was presumed as a strong inference of the possibility. That is, when the steam was added to promote the hydrodesulfurization reaction, it condensed in the carbon steel piping of the line in the part where the fluid did not flow during operation. The condensed water flowed backward to the main piping, causing the inflow of the high temperature fluid to the damaged part, which raised the temperature of the carbon steel piping. |
| Sequence |
After having detected the pressure abnormality, eight people who were in the operation room gathered to the leakage site for the purpose of the site confirmation. The explosion occurred just 4-5 minutes after the leakage was discovered, resulting in extensive damage, five deaths, and three serious injuries. |
| Cause |
It was thought that the line stopping carbon steel branch piping was designed to be maintained at a low temperature. However, the piping actually reached the high temperature of 230degree C or more because of the heat-pipe phenomenon caused by the condensation of the steam added to the reactive system. The carbon steel piping received the hydrogen attack causing the mechanical strength of piping to decrease, and the leakage of the process fluid happened after twelve years of operation. |
| Response |
Currently, plans for improvements in construction and operation are being examined for the prevention of a reoccurrence of the situation. Moreover, the manual and the system for regular checks are being reviewed. It is confirmed whether there is a part to have caused the rise in heat abnormally with a real facility even if it is a part judged for the possibility of causing the hydrogen attack because it doesn't become a high temperature when equipment is produced for similar equipment not to exist on the site. |
| Countermeasures |
In order to prevent man-made disasters resulting from explosions, the work standard must be reviewed and the education and training for making appropriate emergency responses should be enhanced, particularly for the situation when a leakage is discovered in equipment that treats high temperature and high pressure hydrogen. |
| Knowledge Comment |
In the design of equipment for treating high temperature and high pressure hydrogen fluid, of course materials and structure design are selected considering the possibility of hydrogen attack. When a offset pipes and other peripheral equipment are designed, it is important to examine carefully the possibility of a rise in temperature when operating.
It may be difficult to assess all of the possibilities of a temperature rise due to some heat-pipe phenomenon occurring in offset piping.
However, some measures such as securing enough room are necessary if there is uncertainty. For example, the measurement of the temperature of the tube wall after it begins operation is also an effective measure. |
| Sequel |
Investigations were conducted to determine if any similar, abnormal temperature rise had occurred in a similar part of similar hydrodesulfurization units used in each refinery in Japan. Moreover, an emphatic check whether worried about the hydrogen attack about a part concerned was executed. Moreover, the piping design was reviewed processing it. On the other hand, the revision of the Nelson Chart is one by one executed in API (American Petroleum Institute), and the improvement of the reliability is attempted.
At the same time, concerns regarding the effectiveness of the method of nondestructive inspection from the outside of the piping gave rise to the anxiety about the possibility of hydrogen attack of piping and other of damage before and after this accident. The nondestructive inspection technology from the outside of piping was examined aggressively under the cooperation of all related processing companies and inspection companies in Japan, and it was executed on the site.
In the investigation of this accident, 230degree C in temperature is presumed from the hydrogen partial pressure by using the Nelson Chart of the temperature to which the carbon steel part of the damaged part is presumed. The Nelson Chart sets the marginal condition based on the test research of the hydrogen attack and the data of the accident case etc. on the site, and the accuracy is reflected in the design and operation assuming that there is reliability enough under the present situation. The accuracy will be expected for the data of the case etc. to be added and to be improved further in the future. The validity of the judgment of having reached 230degree C or more is incontrovertible though the Nelson Chart is used for the temperature presumption of the carbon steel part by this case, and hold time at the high temperature has not been fixed.
For the connection destination of blow up side of the safety valve, an opinion suggests that the low temperature part such as the suction side etc. of the pump usually done from the high pressure part of the high temperature is preferable. |
| Scenario |
| Primary Scenario
|
Unknown Cause, Occurrence of Unknown Phenomenon, Heat Pipe phenomenon of branch piping of the line stopping, Planning and Design, Poor Planning, The rise in heat of the by-pass piping is not forecast., Application of improper structure to by-pass piping, Failure, Fracture/Damage, Hydrogen attack of by-pass piping and leakage of process fluid, Failure, Large-Scale Damage, Burst of by-pass piping, A large amount of gush of process fluid including hydrogen, Misjudgment, Misjudgment of Situation, Correspondence to leakage event, Secondary Damage, External Damage, Fire, Bodily Harm, Death, Accidental death, Loss to Organization, Economic Loss, Damage to Plant Unit
|
|
| Sources |
(1) Institution for Safety of High-Pressure Gas Engineering: Kashima refinery of Kashima oil Ltd.: Residue Hydrodesulfurization Unit Explosion and the Fire Accident Investigation Report (1982).
|
| Number of Deaths |
5 |
| Number of Injuries |
3 |
| Physical Damage |
Serious damage of hydrodesulfurization unit |
| Multimedia Files |
Fig_2.Accident site.
|
|
Fig_3.Burst part of the safety valve downstream piping.
|
|
Fig_4.Passage of a fire and explosion.
|
|
Fig_5.Hydrodesulfurization precess flow seat and burst position.
|
|
Fig_6.Distribution of decarburization part of tube section.
|
|
Fig_7.Distribution of direction of tube axis of decarburized layer and micro crack.
|
| Field |
Material Science
|
| Author |
SHINOHARA, Takanori (Toyo Eng. Corp. OB)
KOBAYASHI, Hideo (Yokohama National University)
|
|